暖氣片客服熱線:0532-58767777



型號(hào)GZT2-1.0/12-1.0(5025)解析
GZ:代表“鋼制”(Gang Zhi)。
T2:通常表示產(chǎn)品的類型或結(jié)構(gòu)(如雙水道、第二系列設(shè)計(jì)等),具體需參考廠家的技術(shù)文檔。
1.0:表示GZT2-1.0/12-1.0的工作壓力為1.0 MPa(10公斤壓力),表明適用于中高壓供暖系統(tǒng)。
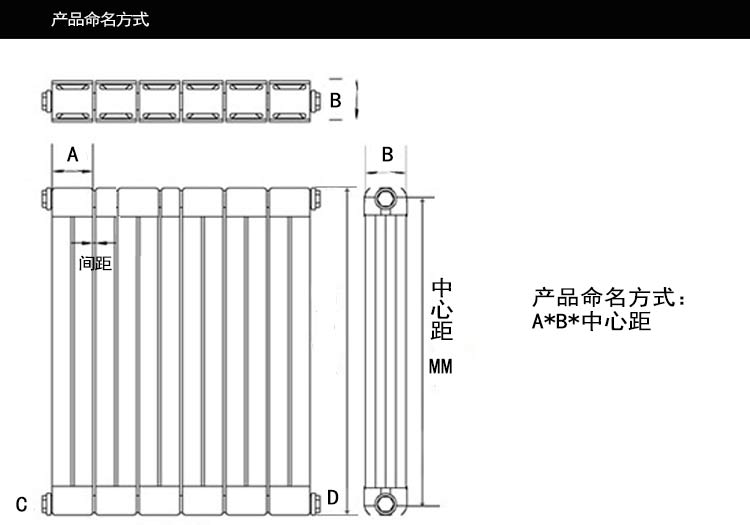
12:指產(chǎn)品的高度(即1200mm),需結(jié)合廠家標(biāo)準(zhǔn)確認(rèn)。
1.0:表示產(chǎn)品片距(即100mm)。
5025:通常表示產(chǎn)品的尺寸(如寬度50mm,厚度25mm/柱)。
二、型號(hào)GZT2-1.0/12-1.0(5025)產(chǎn)品生產(chǎn)工藝流程
1. 原材料準(zhǔn)備
在開始生產(chǎn)產(chǎn)品之前,鋼制暖氣片加工廠首先需要準(zhǔn)備必要的原材料。對(duì)于冷軋鋼板的選擇,我們通常會(huì)傾向于使用低碳鋼材料,鋼板的厚度一般會(huì)控制在1.2到1.5毫米之間,以確保結(jié)構(gòu)的強(qiáng)度和輕便性。此外,由于這些鋼板將用于產(chǎn)品的生產(chǎn),因此必須進(jìn)行防銹處理,以防止在使用過程中出現(xiàn)銹蝕現(xiàn)象,影響產(chǎn)品的性能和壽命。
2. 下料與成型
在原材料準(zhǔn)備就緒后,接下來的步驟是下料和成型。鋼制暖氣片廠采用激光切割或沖壓技術(shù)來將冷軋鋼板切割成單片的散熱片形狀。為了保證切割精度,我們會(huì)使用專門設(shè)計(jì)的模具來確保每一片散熱片的尺寸和形狀都符合設(shè)計(jì)要求。
3. 組對(duì)與焊接
在單片散熱片成型并焊接好水道之后,下一步是將這些單片散熱片通過組對(duì)和焊接的方式組裝成一個(gè)完整的產(chǎn)品。鋼制暖氣片工廠通常采用點(diǎn)焊或自動(dòng)焊機(jī)來進(jìn)行組裝,這些技術(shù)能夠確保組裝過程的快速和高效,同時(shí)保證焊接點(diǎn)的強(qiáng)度和耐久性。
4. 表面處理
鋼制暖氣片加工廠為了提高產(chǎn)品的耐腐蝕性和外觀質(zhì)量,表面處理是不可或缺的一步。首先進(jìn)行脫脂磷化處理,這一步驟的目的是去除鋼板表面的油污和雜質(zhì),并在表面形成一層磷化膜。這層磷化膜不僅能夠提高后續(xù)涂層的附著力,還能在一定程度上提供防腐蝕保護(hù)。
5. 壓力測試與質(zhì)檢
在完成所有組裝和表面處理工作后,鋼制暖氣片工廠進(jìn)行壓力測試來檢驗(yàn)產(chǎn)品的密封性能。測試時(shí),我們會(huì)將水以1.5倍于工作壓力的強(qiáng)度(即1.5MPa)注入產(chǎn)品內(nèi)部,并保持壓力3分鐘。如果在此期間產(chǎn)品沒有出現(xiàn)任何滲漏現(xiàn)象,那么它就通過了壓力測試。
此外,我們還會(huì)對(duì)鋼制暖氣片的散熱量進(jìn)行檢測。在標(biāo)準(zhǔn)工況下,我們會(huì)測試產(chǎn)品是否能夠達(dá)到其標(biāo)稱的散熱性能。這一步驟能夠確保產(chǎn)品在實(shí)際使用中能夠滿足用戶的散熱需求。
常見暖氣片命名方式:
常見暖氣片高度:
| 全尺寸高度(mm) | 中心距(mm) |
| 645 | 600 |
| 1270 | 1200 |
| 1545 | 1500 |
| 1845 | 1800 |
暖氣片可選顏色:









